Dyrektor ZPEM w Sobinie Maciej Banaś tel.: 76 724 12 62 kom: 725 250 850 e-mail:maciej.banas@mercus.com.pl
Z-ca Dyrektora ds. Handlowych ZPEM w Sobinie Renata Zięba tel.: 76 724 83 40 e-mail: renata.zieba@mercus.com.pl ul. Wiertnicza 1 59-101 Sobin tel.: 76 724 83 40 e-mail: HW@mercus.com.pl
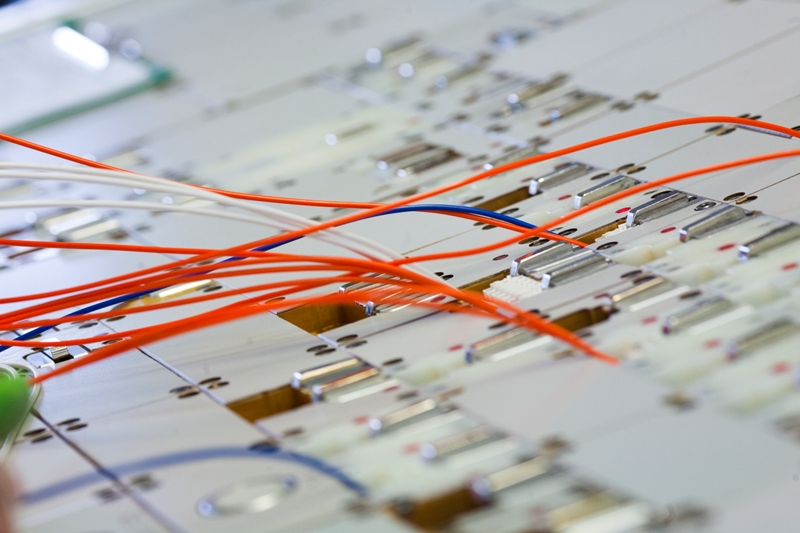
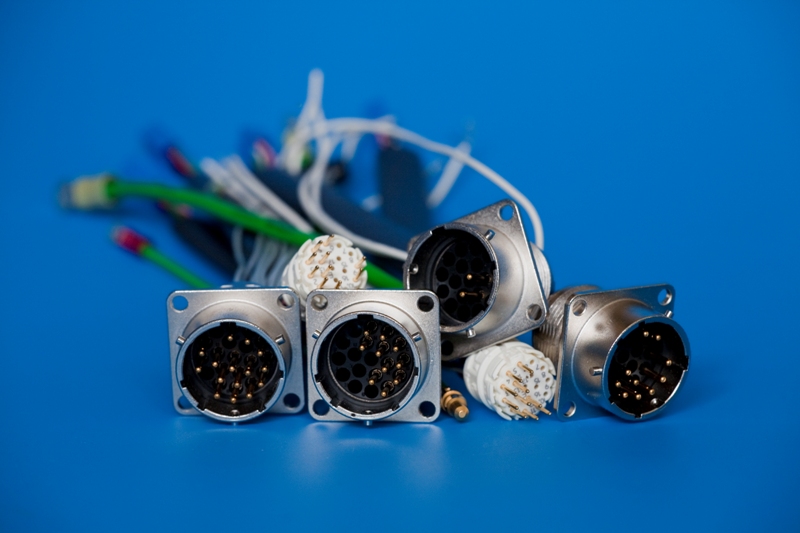
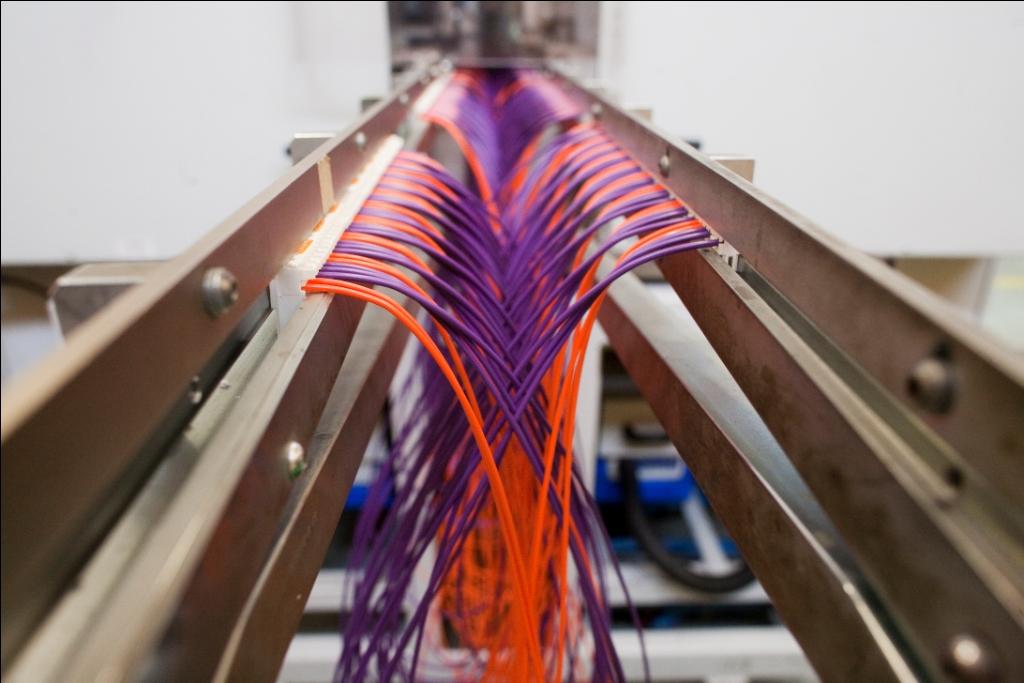
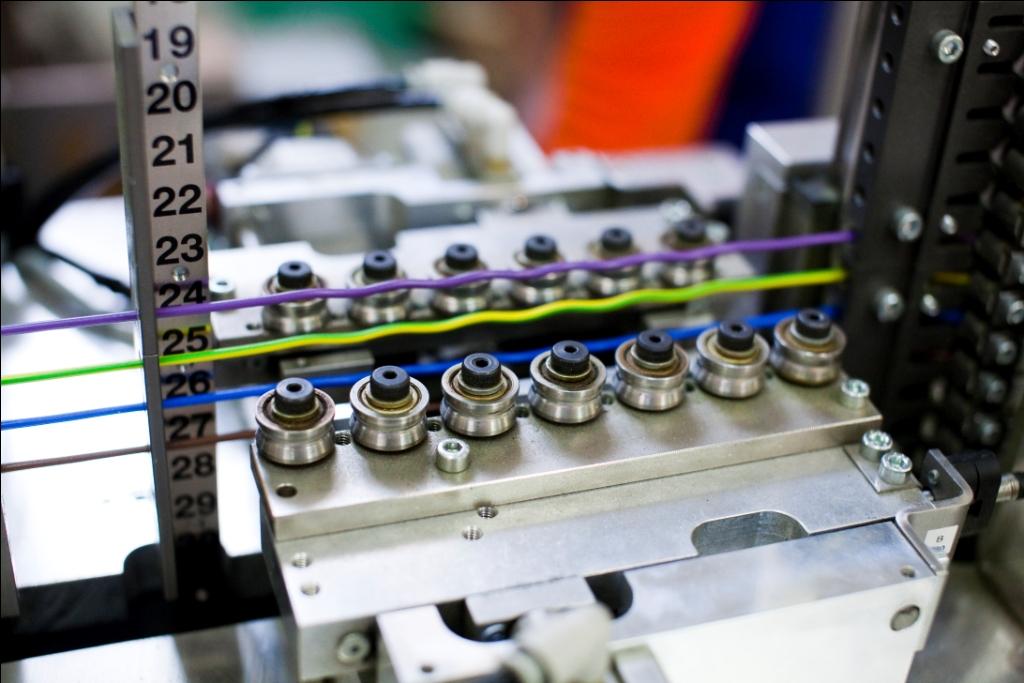
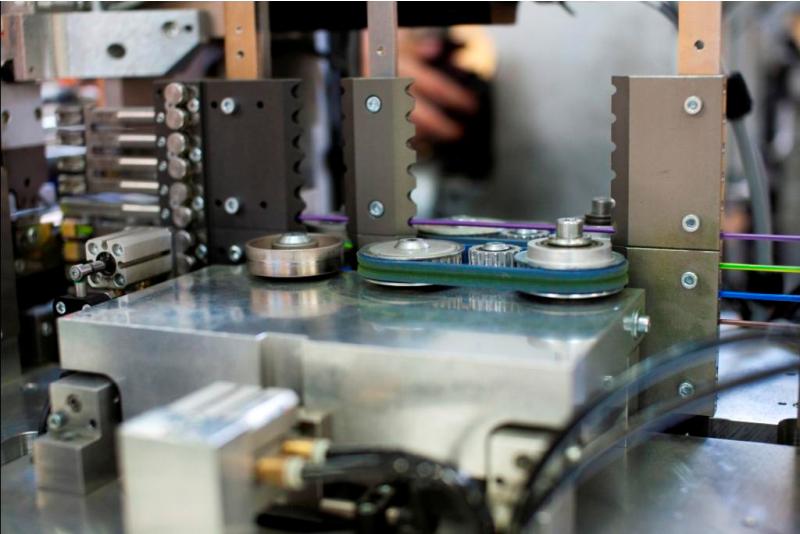
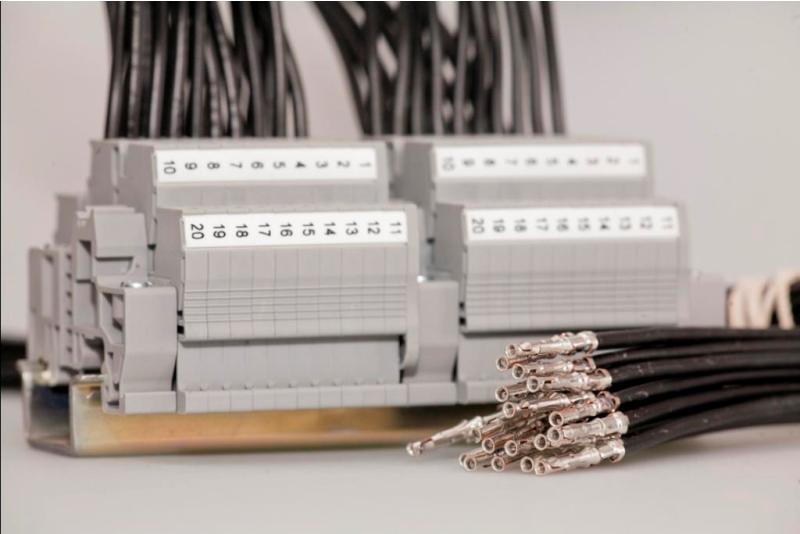
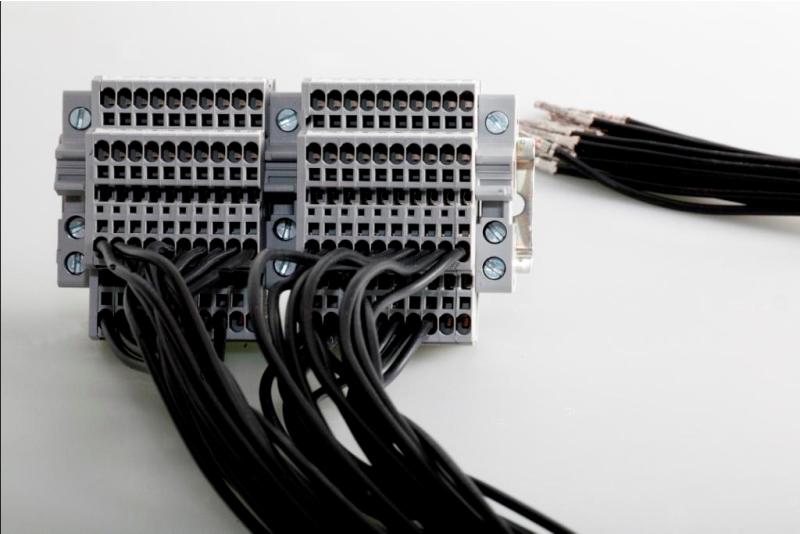
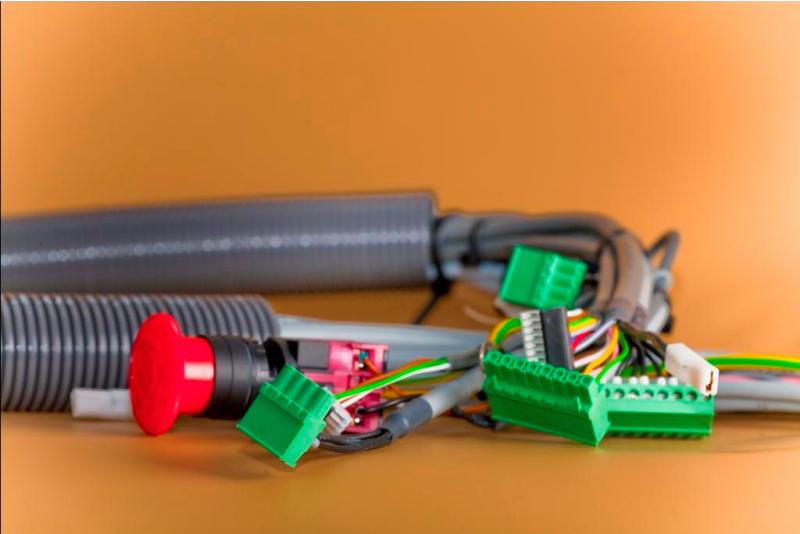
Zakład Produkcji Elektro-Mechanicznej MERCUS Logistyka sp. z o.o. produkuje wiązki elektryczne od 1991 roku. Jest wysoko wyspecjalizowanym zakładem lokowanym na czołowych pozycjach wśród producentów wiązek elektrycznych. Posiada łącznie ponad 100 maszyn do obróbki kabli od 0,15 mm2 do 240 mm2 do różnych operacji specjalistycznych występujących w produkcji wiązek.
Na podstawie otrzymanego od Klienta zestawienia tabelarycznego przewodów zawierającego ich opis, adresy, rodzaj konektorów na końcach w postaci plików CAD, Excel, w formie konwencjonalnych wydruków papierowych lub wzorów wyrobów, opracowujemy ofertę na dostawę wiązki, kompletu okablowania urządzenia lub kompletu okablowania szafy sterowniczej.
Rozwiązanie to pozwala na osiągnięcie następujących korzyści:
1) zmniejszenie kosztów łańcucha dostaw, obsługi zakupów, zmniejszenie zapasów magazynowych o surowce do produkcji wiązek kablowych 2) dostawy na czas, skrócenie LT dostaw 3) dostęp do zaawansowanych metod produkcji, nowoczesnego sprzętu i wyposażenia 4) profesjonalne wykonanie wiązek elektrycznych z testowaniem połączeń i parametrów elektrycznych 5) wysoką powtarzalność i jakość 6) niższe ceny dostarczanych wiązek 7) skrócenie czasu produkcji wyrobu końcowego Produkowane wiązki elektryczne stosowane są w następujących gałęziach gospodarki:
ENERGETYKA
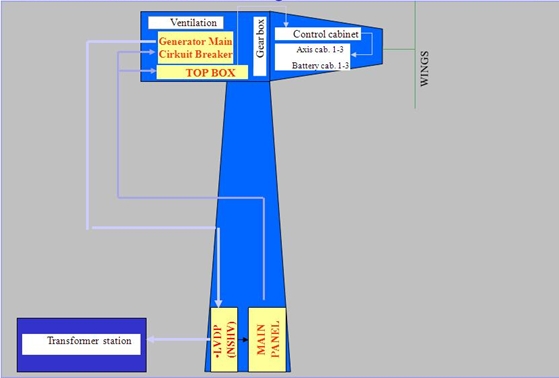
wiązki elektryczne elektrowni wiatrowych-diagram poniżej
wiązki elektryczne elektrowni fotowoltaicznych
wiązki elektryczne do UPS
wiązki elektryczne rozdzielnic NN, SN
wiązki elektryczne przekształtników
PRZEMYSŁ MASZYNOWY
wiązki kompresorów
wiązki do maszyn górniczych
wiązki silników
PRZEMYSŁ POZOSTAŁY
wiązki sterujące w automatyce przemysłowej
wiązki pomp ciepła
wiązki do AGD
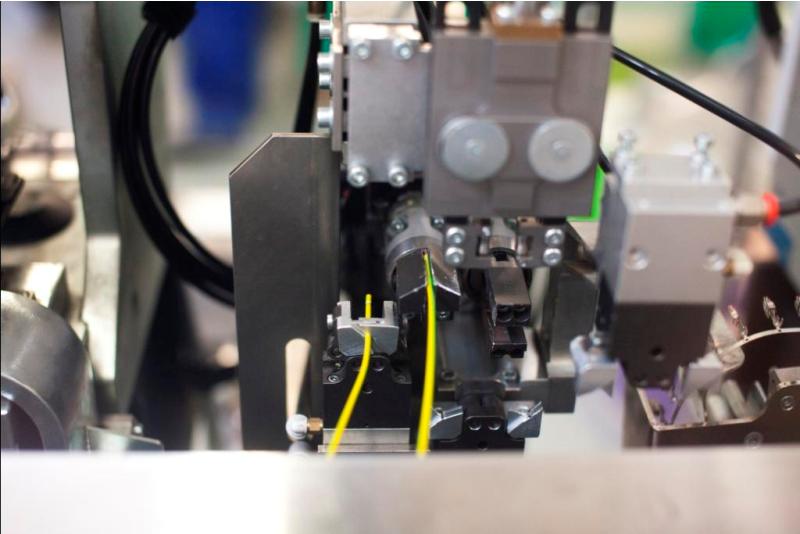
ZPEM do produkcji wiązek elektrycznych wykorzystywane są następujące technologie:
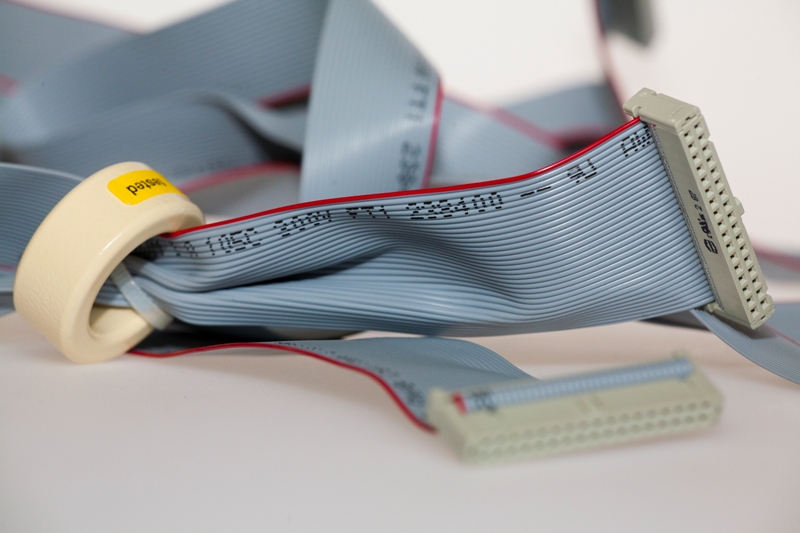
obróbka i aplikacja złączy IDC typu Rast 2,5 i Rast 5,0
obróbka i aplikacja złączy IDC krawędziowych typu Edge
obróbka i aplikacja złączy IDC do kabli płaskich
obróbka mikrozłączy
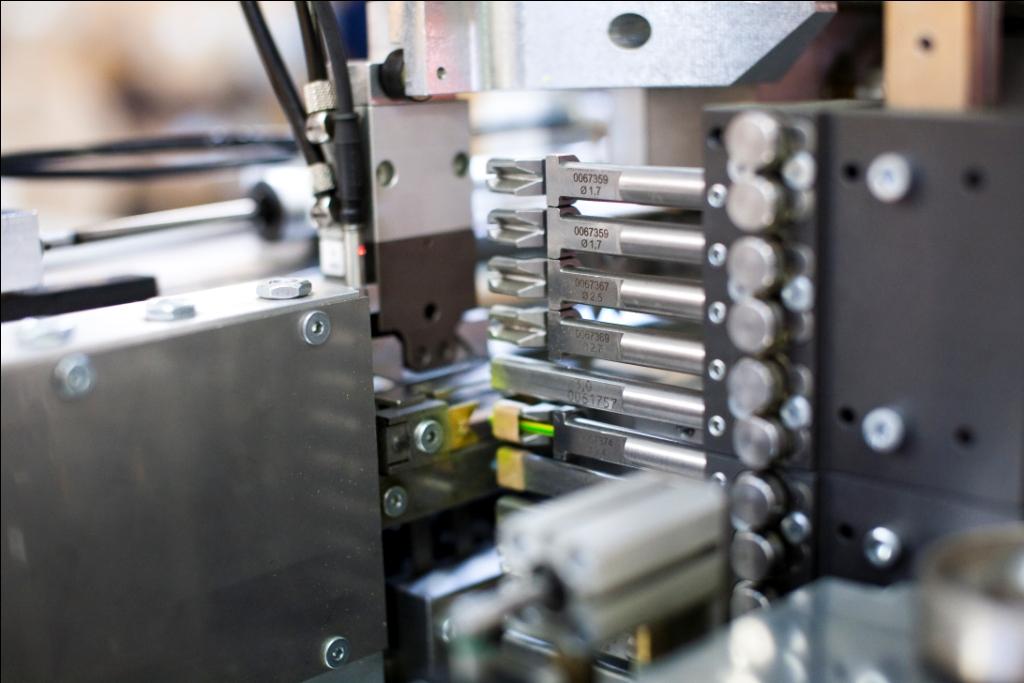
zagniatanie (crimpowanie) złączy automatyczne i półautomatyczne z czynną kontrolą crimpu CFA
zagniatanie złączy tulejkowych izolowanych
zgrzewanie złączy i brykietowanie kabli (ultradźwiękowe lub oporowe)
lutowanie
drukowanie atramentowe na izolacji
termodruk na izolacji
obkurczanie rur termokurczliwych
montaż gniazd i wtyczek z kontrolą momentów zakręcania
montaż wiązek 2D i 3D
operacje pomocnicze opaskowania, taśmowania, przewlekania, klejenia, skręcania, cięcia i odizolowania
badania laboratoryjne wielkości elektrycznych i mechanicznych
Zarządzanie Jakością
W Zakładzie wdrożono i stosuje się, System Zarządzania Jakością zgodny z normą PN-EN ISO 9001:2015 (data pierwszej certyfikacji 30.10.1998 r.). Aktualny certyfikat ISOQAR CEE. o numerze 16826-QMS-001PL ważny jest do 19.11.2027 roku. Dzięki temu możliwe jest zapewnienie, że wyrób finalny zwalniany jest dopiero po przeprowadzeniu wszystkich niezbędnych testów na zgodność z planami kontroli jakości oraz odpowiednimi procedurami.
Zakład posiada również certyfikat UL na komponenty i produkcję wiązek zgodnie z normą UL 817 (ZPFW2, ZPFW8), co upoważnia do produkcji i sprzedaży na rynek USA i Kanady. Użyte komponenty, produkcja i jakość wykonania kontrolowana jest przez inspektora Underwriters Laboratories Inc. i oznaczana znakami uznania wyrobu UL typu (A) lub (B).
Zgodnie z wymaganiami Systemu Jakości dokonywana jest weryfikacja wyrobów na wszystkich etapach procesu produkcji używając metod statystycznych a jeśli to konieczne prowadzona jest 100% kontrola końcowa wyrobu.
Działania kontrolne obejmują:
Kontrolę dostaw
Kontrole operacji i międzyoperacyjne
Kontrolę końcową
W trakcie kontroli badane są parametry elektryczne oraz mechaniczne:
Spadek napięcia na połączeniach z przewodami nasuwek lub końcówek
Pomiar rezystancji izolacji
Wytrzymałość elektryczna izolacji
Sprawdzenie ciągłości i adresów połączeń elektrycznych na zgodność z dokumentacją
Siła połączenia końcówki lub nasuwki z przewodem
Siła łączenia nasuwki z wsuwką
Wypychanie nasuwki z obudowy (push out)
Wykonanie zgładu przekroju połączenia crimpowanego lub IDC
Kontrola gazoszczelności
Pomiar i nastawa momentów dokręcania
Od 2001 roku ZPEM produkuje również wysokociśnieniowe przewody hydrauliczne do maszyn roboczych ciężkich:
Przewody hydrauliczne jednooplotowe
Przewody hydrauliczne dwuoplotowe
Przewody hydrauliczne czterospiralne
Przewody hydrauliczne badane są statystycznie na stanowisku kontroli statycznym ciśnieniem próbnym o wartości 240% ciśnienia roboczego.
Do produkcji używamy nowoczesnych urządzeń firm Finn-Power i Uniflex.
Dostawcami materiałów do produkcji przewodów hydraulicznych są: Semperit, Eaton SEL, Stomil Bydgoszcz.

























 Strona Główna
Strona Główna
 angielski
angielski


